












http://www.0731-cs.com/AmpouleFillingMachine/show_60.html
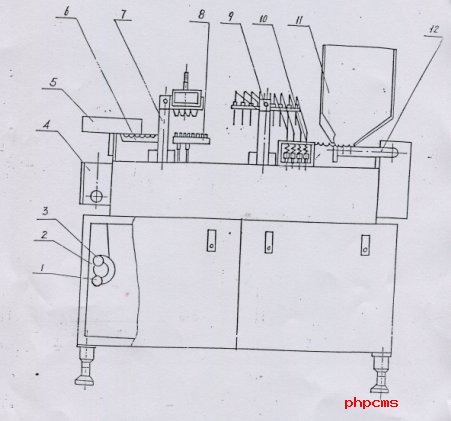

1.氧气贮气缺灌 2.电动机 3.煤气贮气灌
4.减速箱 5.出瓶斗 6.送瓶机构
7.拉丝钳架 8.火头架 9.吹灌针架
10.灌装机构 11.进瓶斗 12.进瓶输送机构
四、产品细节

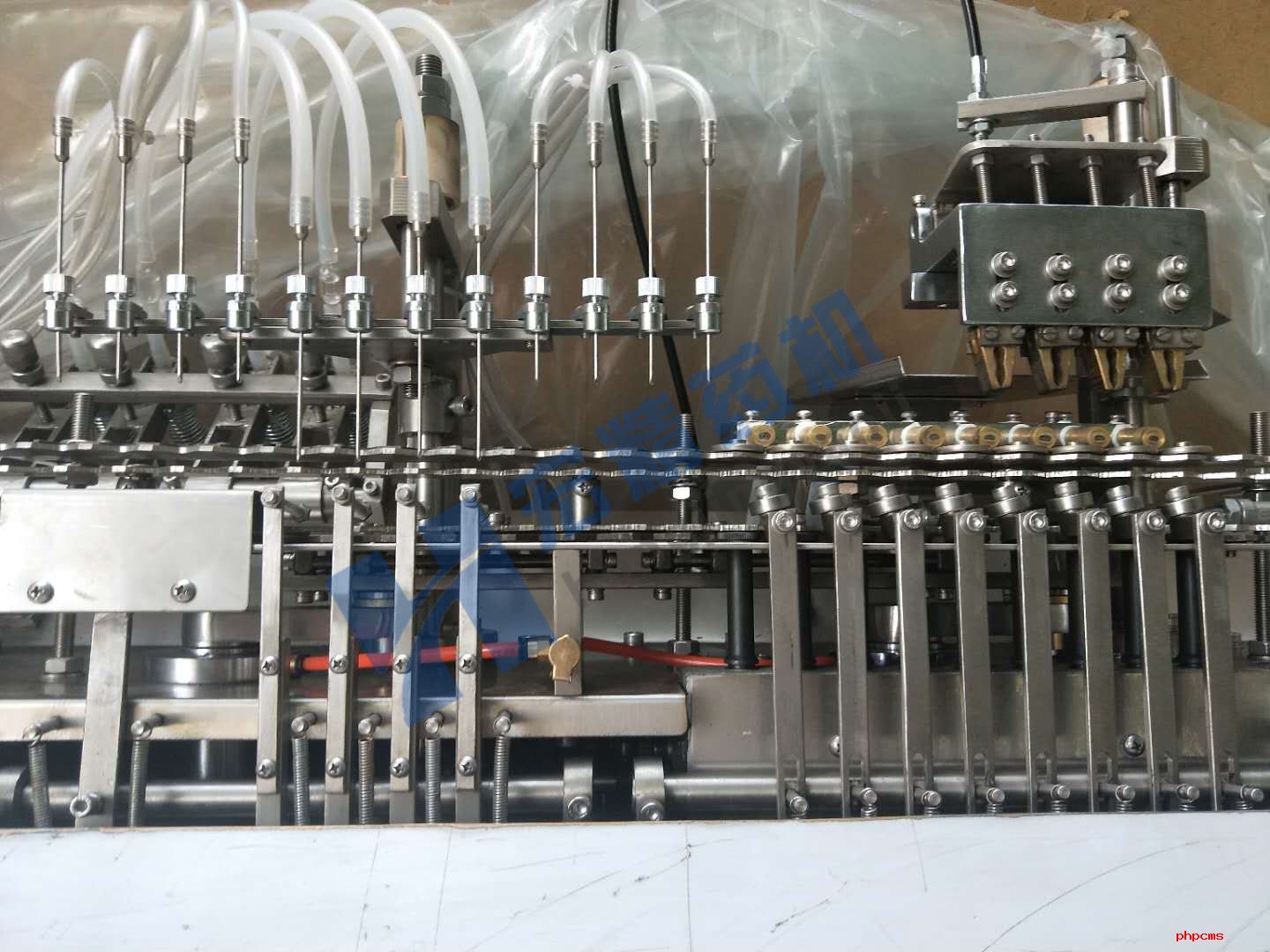
导液管及倒液针管
通过导液管输送药液,并由倒液针管将药液导入安瓿瓶。
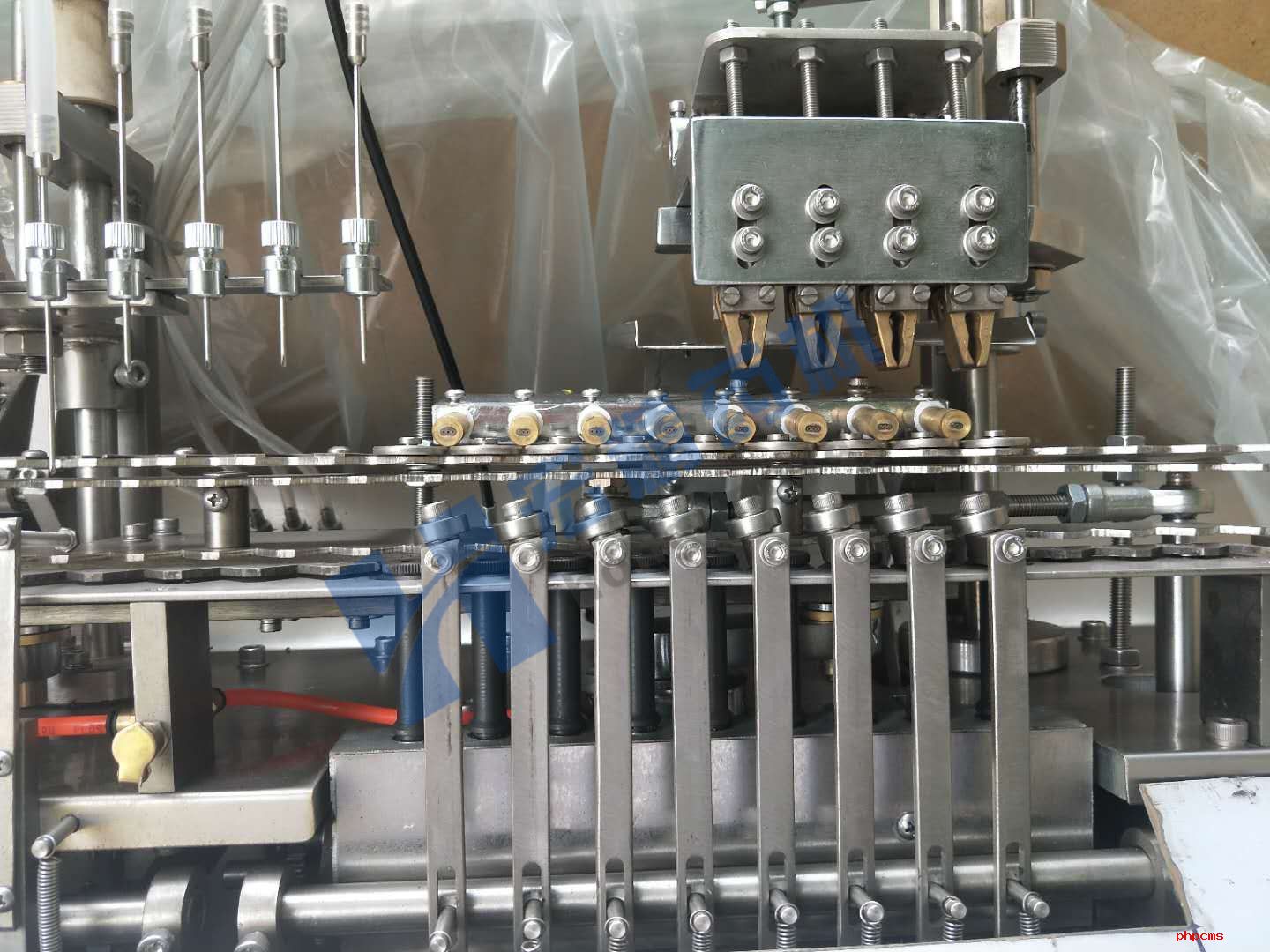
 火头及拉丝钳
火头及拉丝钳
机器设有两组火头,一组为预热火头,一组为拉丝火头,两次热化后,拉丝钳迅速下降到最低位置融化安瓿瓶颈夹住,并上升完成拉丝。
传动齿板
传送安瓿瓶,当安瓿规格互换时,需将上齿板略微调节,否则或影响安瓿瓶的传送。

燃气及氧气开关
可通过调节氧气机燃气的量来调节火头大小。向左为开,向右为关闭。使用完毕后,务必关掉燃气及氧气。
一、 概述
ALG4/1-2型安瓿瓶拉丝灌封机适用于各制药厂水剂灌装设备,本机器结构简单,调节操作方便,如果使用中,发现有缺瓶现象,有自动止灌装置可以避免药水漏出。
本机在设计上采用了移动齿板上进快、下回慢的矩形输瓶方式,
使移动齿板一次送瓶的距离加长,并使瓶停留在固定齿板上的时间充裕,从而提高了整机的工作效率;在送瓶斗下,装有离使装置,可以在不停机的情况下停止瓶斗内安瓿的输送,便于操作;在拉丝上,采用钢丝绳控制机械手,简化了结构;在出瓶口,采用了独特的翻瓶结构,理顺了机构运动方向与出瓶运动方向的一致性,缩短了机器长度和工人操作所需空间长度,有利于使用单位的布局和场地利用。
二、 技术参数
1.安瓿规格: 1ml 2ml
2.产 量: 115-125支/分
3.封口燃气: a. 煤气﹢氧气 b.液化气﹢氧气
4.燃气压力: P煤气=0.9-1Kpa P氧气=0.08-0.1Mpa
5.吹气压力:采用无油压缩空气,其压力≥0.4-0.5Mpa
6.电 动 机 : 型号:JW7124 JW5014 功率:0.61kw
转速:1400转/分 电压:380V 50Hz
7.整机外型尺寸:L×W×H: 1300×980×1350mm
8.机 重:150kg
三、安瓿瓶拉丝灌封机各机构位置图
ALG4/1-2型安瓿瓶拉丝灌封机适用于各制药厂水剂灌装设备,本机器结构简单,调节操作方便,如果使用中,发现有缺瓶现象,有自动止灌装置可以避免药水漏出。
本机在设计上采用了移动齿板上进快、下回慢的矩形输瓶方式,
使移动齿板一次送瓶的距离加长,并使瓶停留在固定齿板上的时间充裕,从而提高了整机的工作效率;在送瓶斗下,装有离使装置,可以在不停机的情况下停止瓶斗内安瓿的输送,便于操作;在拉丝上,采用钢丝绳控制机械手,简化了结构;在出瓶口,采用了独特的翻瓶结构,理顺了机构运动方向与出瓶运动方向的一致性,缩短了机器长度和工人操作所需空间长度,有利于使用单位的布局和场地利用。
二、 技术参数
1.安瓿规格: 1ml 2ml
2.产 量: 115-125支/分
3.封口燃气: a. 煤气﹢氧气 b.液化气﹢氧气
4.燃气压力: P煤气=0.9-1Kpa P氧气=0.08-0.1Mpa
5.吹气压力:采用无油压缩空气,其压力≥0.4-0.5Mpa
6.电 动 机 : 型号:JW7124 JW5014 功率:0.61kw
转速:1400转/分 电压:380V 50Hz
7.整机外型尺寸:L×W×H: 1300×980×1350mm
8.机 重:150kg
三、安瓿瓶拉丝灌封机各机构位置图
1.氧气贮气缺灌 2.电动机 3.煤气贮气灌
4.减速箱 5.出瓶斗 6.送瓶机构
7.拉丝钳架 8.火头架 9.吹灌针架
10.灌装机构 11.进瓶斗 12.进瓶输送机构
四、产品细节
导液管及倒液针管
通过导液管输送药液,并由倒液针管将药液导入安瓿瓶。
机器设有两组火头,一组为预热火头,一组为拉丝火头,两次热化后,拉丝钳迅速下降到最低位置融化安瓿瓶颈夹住,并上升完成拉丝。
传动齿板
传送安瓿瓶,当安瓿规格互换时,需将上齿板略微调节,否则或影响安瓿瓶的传送。
燃气及氧气开关
可通过调节氧气机燃气的量来调节火头大小。向左为开,向右为关闭。使用完毕后,务必关掉燃气及氧气。










